Krehalon’s patented ML40 technology is completely chlorine-free. Increasing number of supermarkets and retailers globally have already banned the use of chlorine-based materials. There is a number of reasons why chlorine-based packaging, such as PVDC barrier structures, are considered harmful to the environment:
Krehalon’s structures use EVOH barrier and do not contain chlorine. Such structures are therefore considered more environmentally friendly.
‘Reduce’ is the very first step of any successful packaging sustainability strategy. For more than 15 years, Krehalon has been supplying our range of ML40 barrier shrink bags that are, on average, 23% thinner compared to corresponding competitor offerings.
The innovative construction of Krehalon’s patented ML40 technology gives the exceptional advantage of reducing material thickness without compromising material’s barrier properties and strength.
This allows us to develop ‘thinner but stronger’ food packaging materials that constantly challenge competitors and offer significant packaging weight reductions over conventional pack formats.
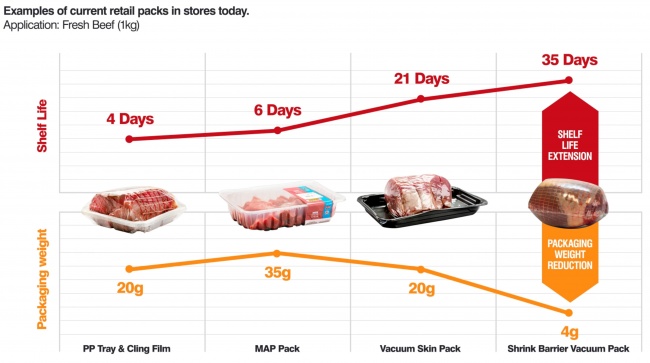
Every year, the world throws out about 1.3 billion tons of food that produce around 4.4 GtCO2 emissions. Expiry of product life is considered one of the biggest contributors to household and supply chain food waste and it is believed that even a one-day extension to product life could save 0.25mt of food waste.
Krehalon has successfully developed high barrier Secondary Seal (SSL™) materials that have proven to deliver shelf life extension of up to 150 days for some fresh meat applications. These materials offer the benefit of minimising purge and delaying microbial spoilage to prolong shelf life and allow broader geographical distribution of the packed product with minimal food wastage.
Over the last decade Krehalon have focused on developing automated Shrink Bag Replacement (SBR™) solutions that challenge traditional thinking and offer superior operational efficiency through cost reduction and pack differentiation. Krehalon’s patented Formshrink® and Flovac™ film solutions can achieve significant material usage savings by replacing manual bagging and reducing inventory (multiple sizes of pre-made bags in boxes).
These automated solutions offer more precise material-to-product ratio, allowing pack sizes to be adjusted to the length and size of each product, eliminating unnecessary packaging waste. For some high-abuse applications, Krehalon automated films can enable the use of thinner materials where this wouldn’t normally be possible if the product was handled manually, due to additional pressures applied from manual loading.

